
VLM500-DG система непрерывного контроля степени дрессировки металла
Немецкая компания ASTECH предлагает решения для бесконтактного измерения расстояния, длины, ширины, скорости, уровня наполнения, а также системы распознавания цвета. Фирма производит отдельные компоненты и комплектные системы, включающие в себя современные оптоэлектронные и лазерные сенсоры, модули обработки сигналов и интерфейсные модули для подключения к промышленным системам управления. На долю компании ASTECH приходится примерно треть европейского и более половины немецкого рынка металлургии и пластмасс в сегменте измерения скорости перемещения продукции.
Система непрерывного контроля степени дрессировки металла VLM500-DG состоит из до трех устройств VLM500, которые подключаются друг к другу и независимо друг от друга вычисляют и выводят значения массового удлинения металла. Эта система была разработана специально для использования на проходных, растягивающих или прокатных станах в сталелитейной и алюминиевой промышленности. Система состоит из Master-VLM500 (DG-Master) и как минимум одного ведомого (DG-Slave 1). Опционально можно подключить второй ведомый (DG-Slave 2), например, для дополнительного определения степени растяжения. Расчеты значений степени дрессировки и степени растяжения выполняются в DG-Master. Отдельный блок оценки не требуется. Система VLM500-DG может быть оснащена интерфейсом Profinet или Ethernet.
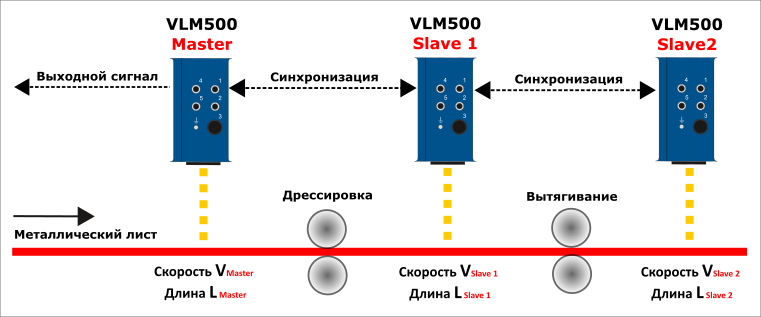
После подключения и включения всех устройств в DG-Master должна быть выполнена синхронизация. Как только измерительный объект (например, стальная полоса) начинает двигаться, все приборы измеряют длину проходящего материала в пределах своего рабочего поля. Тем временем DG-Master поочередно запрашивает у DG-Slave измеренные и сохраненные длины. Сегменты длины добавляются к предыдущим значениям длины и сохраняются в кольцевом буфере. Интеграция полученных результатов выполняется до тех пор, пока не будет достигнута заданная общая длина.
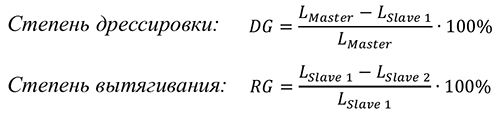
Длина, измеренная до дрессировки (LMaster), после дрессировки (LSlave 1) и после вытягивания (LSlave 2), используется для расчета степени дрессировки и степени вытягивания по общим формулам:
Во время связи DG Master с DG-Slave и расчетов светодиод Busy-LED в крышке DG Master загорается желтым цветом. Осуществляется постоянный мониторинг связи между устройствами. Для расчета используются значения длины от последней успешной связи. Для того чтобы перезапустить вычисление, необходимо в любом случае выполнить команду "STOP", а затем команду "SYNCSTART". Таким образом, содержимое кольцевых буферов удаляется.
В силу своего принципа функционирования VLM500 не может обнаружить состояние "простоя" измеряемого объекта. Для этого необходима минимальная скорость, которая может быть измерена датчиком. Минимальные скорости, указанные в техническом паспорте, следует понимать как гарантированные значения, с которых VLM500 может в любом случае обнаруживать сигналы. Для достижения синхронности DG-Master и DG-Slave в случае движения измерительного объекта из тупика используется параметр VMIN, который устанавливается одинаковым для всех VLM500. В тот момент, когда DG-Master способен измерить эту скорость, он посылает синхронный импульс на DG-Slave.
